- 网站导航 -
Address:Home > Products > Welding fixture >

The horizontal welding positioning quick-pressing clamp clamps quickly and occupies a small space. It is suitable for mass production. However, it is limited by the fixture space and has a small adjustment range.
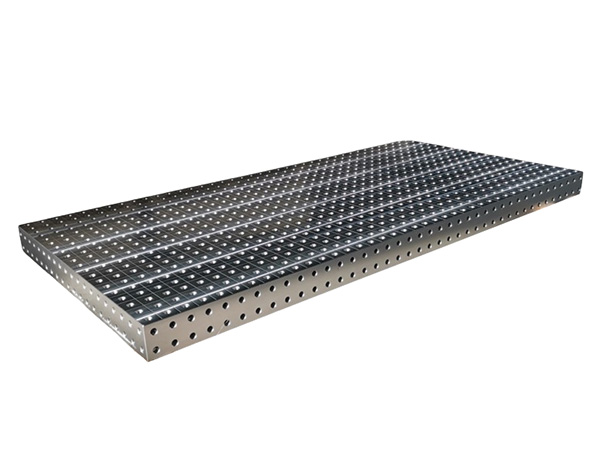
Locking tools are commonly used for three-dimensional flexible welding platforms. The main material is 45# and is quenched layer by layer. The locking pin is a cylinder that realizes axial locking or loosening between modules and modules and between modules and platforms by rotating the screw head or handle. pin.
There is a locking rod in the locking body. The lower part of the locking rod is a truncated cone body. The upper part of the locking rod is a handle head with an inner hexagonal hole. The truncated cone body contacts the steel balls placed in the round holes of the locking body. The upper end of the locking rod extends out of the locking body and is connected to the internal threads of the locking body through the external threads in the middle of the locking rod. Rotate the handle on the head of the locking rod, and the steel ball placed in the hole of the locking body is locked by the bottom of the locking rod. The truncated cone body squeezes, spreads or shrinks, causing the steel balls to protrude or retract to lock the outer surface, thereby achieving the function of locking the workpiece. The locking pin has the advantages of locking, precise positioning, and easy disassembly.
Instructions for use: The locking pin body is equipped with 5 concentric steel balls. When the thread of the locking pin is loosened, the steel ball will automatically retract into the locking body. At this time, the locking pin can be inserted into or pulled out of the round hole of the locked workpiece. When in use, the locking pin is inserted into the hole of the workpiece to be locked and the head of the locking pin is gradually tightened by hand. At the same time, the steel ball gradually protrudes. The locking pin automatically centers and clamps the module, and then tightens it with a wrench. The tightening force is required to be appropriate and should not be too large. (Generally, the wrench can be rotated 45~60°). After the lock pin is tightened, it can reach a clamping force of 50kN and a shearing force of 250kN. At the same time, various lengths and countersunk head locking pins are also designed according to different use occasions.